Poslední aktualizace 30. května 2026
Stupně jakosti vyvážení dle ISO 21940-11: Jak zvolit správnou toleranci pro vaše zařízení
Kvalitu vyvažování je třeba posuzovat nikoli subjektivně („vibrace poklesly"), ale podle objektivních, měřitelných kritérií. Mezinárodní normy stanovují jasné požadavky na přípustný zbytkový nevývažek po vyvážení.
Klíčovým dokumentem je ISO 21940-11 (dříve ISO 1940-1:2007), „Mechanické vibrace — Vyvažování rotorů — Postupy a tolerance pro rotory s tuhým chováním".
Proč jsou normy potřebné:
- Přeměňují subjektivní hodnocení v objektivní, měřitelné kritérium
- Slouží jako základ pro převzetí prací zákazníkem
- Vyrovnávají technickou nutnost s hospodárností
- Chrání jak zhotovitele, tak zákazníka v případě sporu
Co je stupeň G — jednoduše řečeno
Stupeň jakosti vyvážení (označen písmenem G) definuje přípustný zbytkový nevývažek po vyvážení. Čím nižší číslo G, tím přísnější požadavek na přesnost vyvažování.
Fyzikální smysl: číslo G se rovná orbitální rychlosti těžiště rotoru při provozních otáčkách — součinu přípustného měrného nevývažku a úhlové rychlosti (eper × Ω), vyjádřenému v mm/s. Například stupeň G6,3 odpovídá 6,3 mm/s.
Důležité: jedná se o vlastnost zbytkového nevývažku, nikoli o rychlost vibrace měřenou na skříni nebo tělese ložiska za chodu stroje dle ISO 20816-3. Obě veličiny spolu souvisejí, ale nejsou totožné.
Důležitá zásada: každý typ zařízení má svůj doporučený stupeň jakosti vyvážení, který je stálý bez ohledu na otáčky nebo hmotnost rotoru. Například:
- Drtiče → vždy stupeň G16
- Ventilátory a čerpadla → vždy G6,3
- Turbíny → vždy G2,5
- Vřetena → vždy G1,0 nebo G0,4
Tabulka stupňů jakosti vyvážení G pro různá zařízení
| Stupeň G | Přípustná rychlost vibrace (mm/s) | Typ zařízení | Příklady rotorů |
|---|---|---|---|
| G4000 | 4000 | Velmi hrubé vyvážení | Tuhé klikové hřídele pomalých lodních dieselů (s lichým počtem válců) |
| G16 | 16 | Hrubé vyvážení | Drtiče, hřídele zemědělských strojů, kardanové hřídele |
| G6,3 | 6.3 | Standardní průmyslová kvalita | Rotory čerpadel, oběžná kola ventilátorů, kotvy elektromotorů, součásti procesního zařízení |
| G2,5 | 2.5 | Vyšší kvalita | Rotory plynových a parních turbín, turbokompresory, pohony obráběcích strojů, kotvy speciálních elektromotorů |
| G1,0 | 1.0 | Přesné vyvážení | Pohony brusilsek, vřetena |
| G0,4 | 0.4 | Ultrapřesné vyvážení | Vřetena přesných brusiček, gyroskopy |
← Viz také část o stupních jakosti vyvážení v kompletním průvodci
Jak vypočítat přípustný zbytkový nevývažek
ISO 21940-11 umožňuje vypočítat konkrétní hodnotu přípustného zbytkového nevývažku, která slouží jako cílová hodnota při vyvažování.
Výpočet probíhá ve dvou krocích:
Krok 1: Stanovení přípustného měrného nevývažku (eper)
Vzorec:
eper = (G × 9549) / n
Kde:
- G — stupeň jakosti vyvážení (například 6,3)
- n — provozní otáčky, ot/min
- eper — přípustný měrný nevývažek, μm (nebo g·mm/kg)
Krok 2: Výpočet přípustného zbytkového nevývažku (Uper)
Vzorec:
Uper = eper × M
Kde:
- M — hmotnost rotoru, kg
- Uper — přípustný zbytkový nevývažek, g·mm
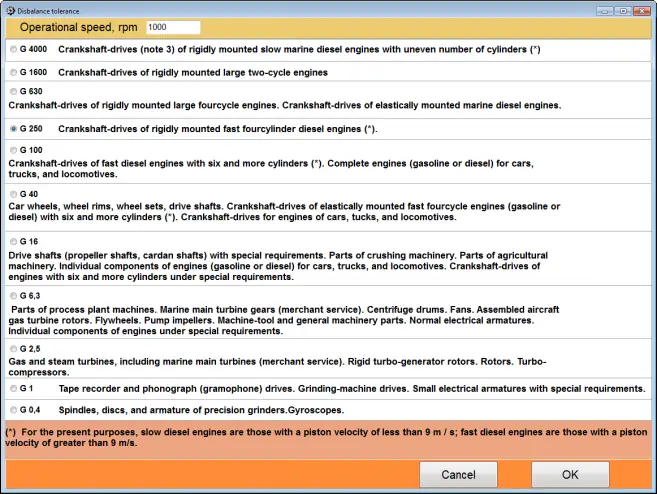
Obr. 1. Okno výpočtu tolerance vyvažování v softwaru Balanset-1A: automatický výpočet dle ISO 1940-1
Vyvažování s ověřením dle norem
Provádíme vyvažování s tolerancí vypočítanou dle ISO 21940-11 a vydáváme osvědčení o shodě
Objednat službuVypracované příklady
Příklad 1: průmyslový ventilátor
Vstupní data:
- Hmotnost rotoru (oběžné kolo + hřídel): M = 150 kg
- Provozní otáčky: n = 1500 ot/min
- Stupeň jakosti vyvážení: G = 6,3 (standard pro ventilátory)
Výpočet:
- eper = (6,3 × 9549) / 1500 = 40,1 μm (g·mm/kg)
- Uper = 40,1 × 150 = 6015 g·mm
Závěr: po vyvážení nesmí zbytkový nevývažek překročit 6015 g·mm (nebo přibližně 6000 g·mm zaokrouhleně).
Příklad 2: rotor elektromotoru 30 kW
Vstupní data:
- Hmotnost rotoru: M = 25 kg
- Provozní otáčky: n = 3000 ot/min
- Stupeň jakosti vyvážení: G = 2,5 (vyšší kvalita)
Výpočet:
- eper = (2,5 × 9549) / 3000 = 7,96 μm
- Uper = 7,96 × 25 = 199 g·mm
Závěr: motor vyžaduje přesnější vyvážení (stupeň G2,5 místo G6,3), protože pracuje při vysokých otáčkách.
Příklad 3: vřeteno brusky
Vstupní data:
- Hmotnost vřetena s nástrojem: M = 5 kg
- Provozní otáčky: n = 6000 ot/min
- Stupeň jakosti vyvážení: G = 1,0 (přesné vyvážení)
Výpočet:
- eper = (1,0 × 9549) / 6000 = 1,59 μm
- Uper = 1,59 × 5 = 7,95 g·mm
Závěr: pro vysokorychlostní přesná vřetena jsou požadavky velmi přísné — přípustný měrný nevývažek (eper) je přibližně 25krát menší než u ventilátorů.
Praktické využití: pokud závěrečná zpráva o vyvažování prokáže, že zbytkový nevývažek nepřekračuje vypočítanou toleranci dle ISO, považuje se práce za vykonanou na vysoké úrovni. Jde o objektivní, právně závazné kritérium.
Vazba na vibrace zařízení
Vedle ISO 21940-11 (tolerance nevývažku) existuje ISO 20816-3:2022 — která nahradila zrušenou ISO 10816-3 — upravující přípustné úrovně vibrací zařízení měřené na tělesech ložisek. Třídí stroje do skupin a 2 typů uložení (tuhé/pružné).
| Skupina strojů | Výkon (P), kW | Hranice pásem (mm/s) | ||
|---|---|---|---|---|
| A/B Dobrý |
B/C Přijatelný |
C/D Alarm |
||
| Skupina 1 (Velké stroje) |
P > 300 kW | 2.3 | 4.5 | 7.1 |
| Skupina 2 (Středně velké stroje) |
15 kW < P ≤ 300 kW | 1.4 | 2.8 | 4.5 |
Poznámka: data platí pro stroje na tuhých základech.
Popis pásem stavu:
Pásmo A: Dobrý
Stav nového zařízení. Není třeba žádné opatření.
Pásmo B: Přijatelný
Provoz bez omezení je povolen. Doporučuje se monitoring.
Pásmo C: Dočasně přijatelný
Zařízení vyžaduje diagnostiku k nalezení a odstranění příčin vibrací.
Pásmo D: Nepřijatelný (Alarm)
Vibrace mohou způsobit poškození. Je nutné okamžité odstavení a oprava.
Kritické úrovně vibrací:
- Nad 7 mm/s je dle ISO již považováno za nebezpečné — zařízení by mělo být odstaveno k diagnostice, aby nedošlo ke zničení ložisek a skříně
- Nad 10 mm/s může docházet k únavovým trhlinám svarů skříně a rychlé poruše součástí. Jedná se o kritické pásmo!
Obě normy se vzájemně doplňují: ISO 21940-11 definuje cílovou kvalitu vyvažování, zatímco ISO 20816-3 hodnotí skutečný vibrační stav stroje.
Závěr
ISO 21940-11 není pouhým formálním požadavkem, ale praktickým nástrojem pro zajištění kvality vyvažování. Umožňuje:
- Objektivně posoudit kvalitu provedené práce
- Zvolit ekonomicky opodstatněnou úroveň přesnosti
- Chránit zájmy jak zákazníka, tak zhotovitele
- Poskytnout dokumentované doklady kvality
Moderní vyvažovací přístroje jako Balanset-1A mají vestavěný kalkulátor tolerance dle ISO 1940-1, který automaticky vypočítá cílové hodnoty a porovná dosažené výsledky s nimi.
Vyvažování dle ISO norem
Přístroje a služby s tolerancemi vypočítanými dle norem
Rychlý kontrolní seznam
- Zvolte stupeň G odpovídající typu zařízení
- Zaznamenejte provozní otáčky rotoru (min⁻¹) a jeho hmotnost
- Vypočítejte e_per = (G x 9549) / n
- Vypočítejte U_per = e_per x M
- Ověřte, že zbytková nevyváženost je v rámci tolerance
- Vydejte certifikát shody