Poslední aktualizace 30. května 2026
Dynamické vyvažování od A do Z: Kompletní průvodce odstraňováním vibrací a nevyváženosti
Vibrace patří mezi nejčastější příčiny poruch průmyslových zařízení. Skutečnou příčinou bývá nejčastěji nevyváženost rotoru. Jde o neviditelného nepřítele, který pomalu, ale jistě ničí stroje zevnitř: od předčasného opotřebení ložisek až po katastrofické poruchy a havarijní odstávky.
Nevyváženost není drobnou závadou, ale vážnou hrozbou pro každé rotující zařízení. Ignorování problému vede k ničivým následkům: nevyváženost a nesouosost výrazně zvyšují dynamické zatížení ložisek a patří mezi hlavní příčiny jejich předčasného selhání, nadměrná spotřeba energie může dosáhnout 10–25 % a náklady na neplánovanou havarijní odstávku se pohybují ve stovkách tisíc korun.
Co se z tohoto průvodce dozvíte:
- Fyzikální podstata nevyváženosti a proč vzniká
- Druhy nevyváženosti a způsob jejich odstranění
- Kdy a proč je vyvažování nutné
- Moderní metody a zařízení pro vyvažování
- Stupně jakosti vyvážení a normy ISO
- Ekonomické zdůvodnění včasného vyvažování
- Jak správně objednat službu vyvažování
Kapitola 1: Co je nevyváženost — kořen problému?
Jednoduché vysvětlení
Nevyváženost je stav, při němž je hmota rotující části rozložena nerovnoměrně vzhledem k ose otáčení. Jednoduše řečeno, těžiště rotoru nesplývá s jeho geometrickou osou.
Příklad z každodenního života: Představte si, jak pračka „poskakuje" při odstřeďování, když se prádlo nahromadí na jedné straně. Nebo jak se volant auta třese při vysoké rychlosti, pokud nebylo kolo po výměně pneumatiky vyváženo. V obou případech je viníkem nerovnoměrné rozložení hmoty kolem osy otáčení. Přesně totéž se děje v průmyslových rotorech — kov je na jednom místě těžší, a při otáčení to způsobuje házení.
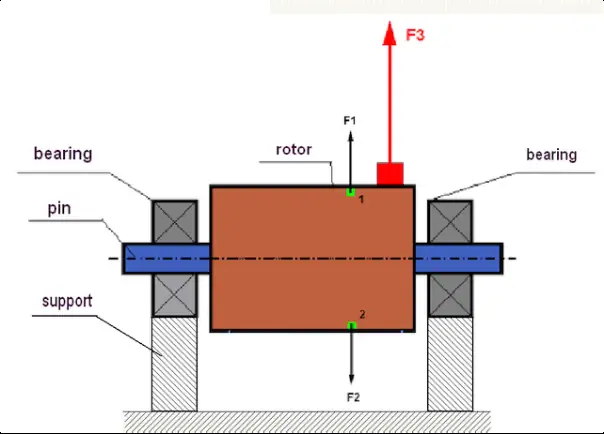
Obr. 1. Rotor a odstředivé síly: u dokonale vyváženého rotoru se síly F1 a F2 vzájemně vyruší, avšak asymetrická hmota (červeně) vytváří nevyváženou sílu F3
Síla nevyváženosti v praxi: Nevyváženost pouhých 10 gramů na rotoru ventilátoru o průměru 1 metr, otáčejícím se rychlostí 1 500 ot./min, vyvolává cyklickou sílu přibližně 12,5 kgf! Je to, jako by kladivo o hmotnosti 12,5 kg naráželo do ložisek 25krát za sekundu.
V ideálním případě by hmota rotoru měla být souměrná vzhledem k ose otáčení. Odstředivé síly vznikající při otáčení se pak vzájemně vyruší a vibrace jsou prakticky nulové. Jakmile se však objeví i malá asymetrie (nerovnoměrné opotřebení, usazení nečistot, výrobní vada), vzniká při otáčení nevyvážená odstředivá síla, která způsobuje vibrace.
Druhy nevyváženosti
Nevyváženost může mít různé podoby. Rozlišují se tři základní druhy:
Statická nevyváženost (jednorovinná)
Vzniká tehdy, když je těžiště rotoru posunuto rovnoběžně s osou otáčení. Lze si ji představit jako jediné „těžké místo" na rotoru. Takový rotor se i v klidu, položený na vodorovné podpěry, vždy otočí tak, aby těžší strana skončila dole.
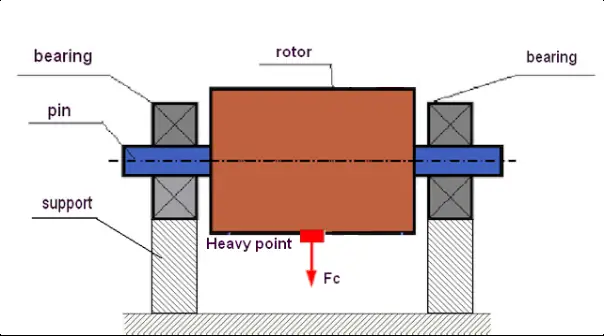
Obr. 2. Statická nevyváženost: „těžké místo" se vždy otočí dolů vlivem gravitace
Statická nevyváženost je typická pro úzké, diskové rotory (brusné kotouče, tenké řemenice, úzká oběžná kola ventilátorů). Její odstranění je relativně jednoduché — stačí přidat korekční závaží do jedné roviny přímo naproti „těžkému místu".
Momentová nevyváženost
Složitější případ. Vzniká, když jsou dvě stejné nevyvážené hmoty umístěny v různých rovinách podél délky rotoru, posunuté o 180°. V klidu je takový rotor vyvážen — nemá jediné „těžké místo" a sám se neotočí.
Při otáčení však tyto dvě hmoty vytvářejí moment, který způsobuje výrazné „kývání" nebo „vlnění" rotoru. Odstranění momentové nevyváženosti vyžaduje korekci hmoty nejméně ve dvou rovinách.
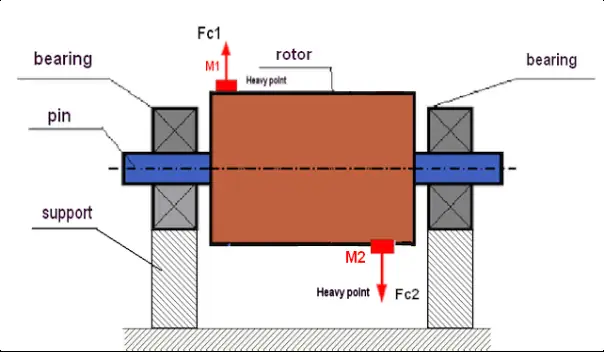
Obr. 3. Dynamická (momentová) nevyváženost rotoru: nerovné hmoty M1 a M2 vytvářejí dvojici odstředivých sil F1 a F2, která způsobuje „kývání" rotoru
Dynamická nevyváženost
Jde o nejobecnější a v praxi nejčastější případ. Dynamická nevyváženost je kombinací statické a momentové nevyváženosti. Projevuje se pouze při otáčení a je hlavní příčinou vibrací u většiny průmyslových rotorů.
Odstranění dynamické nevyváženosti vždy vyžaduje korekci hmoty nejméně ve dvou rovinách (dvourovinnové vyvažování). Proto se profesionální dynamické vyvažování provádí se specializovanými přístroji schopnými současně měřit vibrace na více místech.
Více o druzích nevyváženosti: statická, momentová a dynamická — jaký je rozdíl?
Příčiny nevyváženosti
Nevyváženost může být „původní" (výrobní vady) nebo „získaná" při provozu. Pochopení příčin pomáhá nejen odstranit stávající nevyváženost, ale také zabránit jejímu opakování.
Výrobní (původní) vady
Vznikají ve výrobní fázi součásti:
- Nepřesnosti lití nebo obrábění: nerovnoměrná tloušťka stěn, nesouosé otvory, chyby soustružení
- Nehomogenita materiálu: pórovitost odlitku, vměstky a dutiny v kovu způsobují nerovnoměrné rozložení hustoty
- Chyby při montáži: při sestavení rotoru z více částí (kotouče, lopatky, náboj) se tolerance sčítají a vytvářejí nevyváženost
Při uvádění zařízení do provozu hrozí „původní" nevyváženost způsobená výrobními vadami. Proto je vhodné vyvážit kritická zařízení (oběžná kola čerpadel a ventilátorů, klikové hřídele) před instalací nebo ihned po montáži.
Provozní (získané) vady
Tyto vady vznikají během provozu zařízení a jsou nejčastější příčinou nevyváženosti:
- Nerovnoměrné opotřebení: pracovní povrchy se opotřebovávají různou rychlostí — lopatky ventilátorů, kladiva drtičů, nože řezaček. Abrazivní opotřebení, eroze a mechanické poškození způsobují asymetrii
- Deformace: hřídel ohnutý přehřátím, nárazem nebo přetížením. Uvolněné upevnění umožňující rotoru „putovat" a deformovat se za provozu
- Usazování materiálu: prach, nečistoty a procesní materiál se usazují na lopatkách ventilátorů. Na rotorech drtičů lpí zpracovávaný materiál. I malé, nerovnoměrné usazeniny při velkém poloměru vytváří výraznou nevyváženost
- Koroze: chemická koroze a kapková eroze od vnikající kapaliny způsobují důlkovou korozi a nerovnoměrný úbytek hmoty
- Ztráta součástí: náhlá ztráta lopatky turbíny, zubu ozubeného kola nebo kladiva drtiče vede k závažné, náhlé nevyváženosti
„Získaná" nevyváženost se při provozu postupně hromadí. Proto jsou pravidelná vibrodiagnostika a plánované vyvažování nezbytnou součástí údržby.
Vady způsobené opravou
Vznikají po provedení oprav:
- Nekvalitní montáž: nesprávné usazení dílů, nedodržení montážního postupu
- Asymetrické upevnění: výměna jednotlivých lopatek, bičů nebo kladiv bez opětovného vyvážení celé sestavy
- Chyby svařování: nerovnoměrné navárení, svary různé hmotnosti
- Nepozorná montáž: rotor nasazený šikmo na hřídel
Každý větší zásah do konstrukce rotoru při opravě (výměna dílů, svařování, soustružení) přináší vysoké riziko „opravou způsobené" nevyváženosti a vyžaduje povinné opětovné vyvážení.
Důsledky ignorování nevyváženosti
Ignorování i malé nevyváženosti vede k řetězu ničivých následků:
Nebezpečí nevyváženosti:
- Urychlené opotřebení ložisek: nevyváženost a nesouosost výrazně zvyšují dynamické zatížení ložisek a patří mezi hlavní příčiny jejich předčasného selhání. Životnost může klesnout z několika let na pouhé měsíce
- Trhliny v konstrukci: trvalé vibrace způsobují únavu kovu, vedoucí k trhlinám v rámu a základech a k povolení upevňovacích šroubů
- Nadměrná spotřeba energie 10–25 %: značná část energie se nevyužívá pro užitečnou práci, ale na „chvění" stroje
- Snížená kvalita výrobků: vibrace negativně ovlivňují výrobní proces
- Havarijní odstávky: nevyváženost nakonec vede k náhlé poruše a odstavení celé výrobní linky
- Bezpečnostní rizika: zvýšený hluk, únava obsluhy a riziko uvolnění rotujících částí
Jak zjistit příčinu vibrací: průvodce vibrodiagnostikou
Kapitola 2: Dynamické vyvažování — moderní řešení
Dynamické vyvažování je proces odstraňování nevyváženosti rotující části prováděný za chodu rotoru (v pracovním režimu). Na rozdíl od statického vyvažování, které se provádí bez otáčení, umožňuje dynamické vyvažování korigovat jak statickou nevyváženost (posunuté těžiště), tak momentovou nevyváženost (nerovnoměrné rozložení hmoty podél délky rotoru).
Jak to funguje: 5 kroků
Profesionální dynamické vyvažování se provádí v několika fázích:
- Měření vibrací: vysoce citlivé snímače (akcelerometry) měří amplitudu a fázi vibrací na ložiskových podporách
- Lokalizace „těžkého místa": specializovaný přístroj (analyzátor vibrací–vyvažovačka) analyzuje signál a přesně určí, kde se na rotoru nachází nevyvážená hmota
- Výpočet korekčních závaží: z naměřených dat se automaticky vypočítá přesná hmotnost a úhlová poloha korekčního závaží (nebo více závaží při dvourovinnném vyvažování)
- Přidání/odebrání závaží: korekční závaží se upevní na rotor (svařováním nebo šrouby), nebo se naopak odebere přebytečná hmota (vrtáním)
- Ověřovací měření: po osazení závaží se znovu změří vibrace, aby se potvrdilo snížení jejich úrovně na přípustné meze
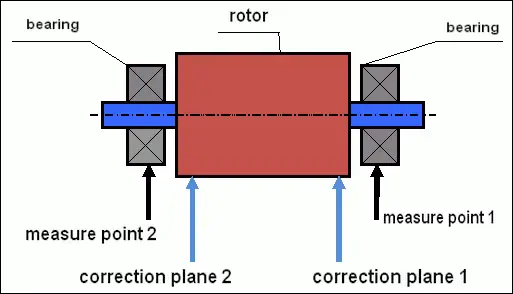
Obr. 4. Schéma dynamického vyvažování: snímače vibrací jsou umístěny na podporách v bodech 1 a 2, korekční závaží se osazují ve dvou korekčních rovinách
Služby vibrodiagnostiky a vyvažování
Provádíme vibrodiagnostiku a zjišťujeme příčiny zvýšených vibrací vašich zařízení
Kontaktujte nás Služby dynamického vyvažování zařízeníKapitola 3: Která zařízení potřebují vyvažování?
Téměř každá rotující součást může vyžadovat vyvažování. Zde jsou hlavní objekty, se kterými specialisté pracují:
3.1. Ventilátory a spalinové ventilátory
Průmyslové ventilátory jsou na nevyváženost obzvláště náchylné. Za provozu se na lopatkách oběžného kola usazují prach, nečistoty a procesní materiál, čímž se posouvá těžiště. Možné je také nerovnoměrné opotřebení lopatek, deformace a koroze.
Po vyvážení spalinového ventilátoru v jednom závodě na prefabrikované betonové prvky bylo dosaženo roční úspory elektrické energie ve výši přibližně 7 000 EUR a životnost ložisek se prodloužila ze 4 měsíců na 2 roky.
Podrobněji: 5 příčin vibrací průmyslových ventilátorů a jak je odstranit
3.2. Elektromotory a generátory
Rotory elektromotorů a kotvy generátorů patří k nejčastějším objektům vyvažování. Po převinutí vinutí elektromotoru je vyvážení rotoru povinné, protože převinutí může změnit rozložení hmoty. I malá nevyváženost při vysokých otáčkách (3 000 ot./min) vyvolává výrazné vibrační síly.
Zvláštní hlediska při vyvažování elektromotorů:
- Kotva se často vyvažuje jako celek s komutátorem
- Požadovaný stupeň jakosti vyvážení je zpravidla G2,5–G6,3
- Po převinutí je možná jak mechanická, tak magnetická nevyváženost
- Pro dosažení přesnosti je upřednostňováno vyvažování v dílně
Podrobněji: vyvažování kotvy elektromotoru po převinutí a opravě
3.3. Čerpadla a kompresory
Oběžná kola čerpadel, rotory turbín a oběžná kola kompresorů jsou provozně kritická zařízení pro mnoho odvětví. Nevyváženost oběžného kola čerpadla způsobuje nejen vibrace, ale i další problémy:
- Předčasné selhání mechanických ucpávek: vibrace způsobují házení hřídele, které ničí ucpávku a vede k úniku
- Kavitace: nestabilní chod způsobený vibracemi může zhoršit kavitační jevy
- Zvýšené opotřebení ložisek: zvláště kritické u vysokotlakých čerpadel
Při opravě průmyslového čerpadla musí být každé oběžné kolo vyváženo — v dílně (pokud je demontováno) nebo na místě (po sestavení). Často se používá kombinovaný přístup: oběžné kolo se nejprve vyvažuje samostatně, poté se celý sestavený rotor čerpadla znovu vyváží v sestaveném stavu.
Podrobněji: vyvažování čerpadel a prodloužení životnosti ucpávek
3.4. Zemědělské stroje
Mlátící bubny kombajnů, rotory řezaček slámy, bičovníky, hřídele mulčovačů a rotační sekačky. V zemědělství znamená porucha stroje uprostřed setí nebo sklizně nejen prostoj, ale přímé ztráty z nevydané úrody.
Podrobněji: vyvažování zemědělských strojů pro spolehlivost po celou sezónu
Kapitola 4: Dva hlavní přístupy: v dílně nebo na místě?
Existují dva základní způsoby provádění vyvažování, každý s vlastními výhodami a oblastí použití.
Vyvažování v dílně (na stroji)
Rotor (nebo hřídel, nebo kolo) se demontuje ze stroje a upevní na specializovanou vyvažovací stroj. Stroj roztočí rotor na požadované otáčky a změří nevyváženost. Moderní vyvažovací stroje jsou řízeny počítačem — vypočítají velikost a úhlovou polohu závaží potřebných k odstranění nevyváženosti.
Výhody: vysoká přesnost vyvážení jednotlivé součásti, možnost provádění doprovodných oprav (soustružení, svařování) a kontrolované podmínky dílny.
Nevýhody: vyžaduje úplnou demontáž, přepravu a následnou opětovnou montáž součásti, což výrazně prodlužuje odstávku zařízení. Rovněž se nezohledňuje vliv sdružených systémů: podpor, ložisek a základů.
Vyvažování in situ (na místě)
Vyvažování se provádí přímo na zařízení zákazníka, ve vlastních ložiscích, bez demontáže rotoru. Pomocí přenosného systému pro měření vibrací a laserového otáčkoměru specialista vyváží agregát při jeho pracovních otáčkách, přímo na místě instalace.
Výhody: minimální odstávka (práce trvá často jen několik hodin) a výrazné úspory na demontáži a opětovné montáži. Hlavní výhodou je, že celý systém je vyvažován jako sestava s ohledem na skutečné provozní podmínky.
Nevýhody: je nutný přístup k rotoru pro osazení korekčních závaží a musí být možné agregát několikrát spustit a zastavit.
Podrobné srovnání: vyvažování in situ vs. vyvažování v dílně — co zvolit?
Kapitola 5: Stupně jakosti vyvážení a normy ISO
Kvalita vyvažování se posuzuje podle mezinárodních norem. Klíčovým dokumentem je ISO 21940-11 (dříve ISO 1940-1), který definuje stupně jakosti vyvážení (označené písmenem G).
Co je stupeň jakosti G?
Stupeň jakosti definuje přípustnou zbytkovou nevyváženost po vyvažování. Čím nižší číslo G, tím přísnější je požadavek na přesnost. Každý typ zařízení má svůj doporučený stupeň jakosti:
| Stupeň G | Typ zařízení | Příklady |
|---|---|---|
| G16 | Hrubé vyvažování | Drtiče, zemědělské stroje, hnací hřídele |
| G6,3 | Standardní průmyslová kvalita | Ventilátory, čerpadla, elektromotory |
| G2,5 | Vyšší kvalita | Turbíny, kompresory, pohony obráběcích strojů |
| G1,0 | Přesné vyvažování | Vřetena obráběcích strojů |
| G0,4 | Ultrapřesné vyvažování | Vřetena přesných bruslicích strojů |
Podrobný průvodce: stupně jakosti vyvážení podle ISO 21940-11 s výpočtovými vzorci
Kapitola 6: Proč je vyvažování investicí, nikoli nákladem
Náklady na vyvážení rotoru nebo hřídele jsou nesrovnatelně nižší než náklady na prostoje a opravy způsobené odstavením zařízení kvůli vibracím. Včasným vyvažováním šetříte na výměně ložisek, opravách skříní a neplánovaných výrobních odstávkách.
Přímé úspory z vyvažování:
- Snížení nákladů na ložiska o 70–80 %: včasné vyvažování prodlužuje životnost ložisek několikanásobně
- Úspory energie 10–25 %: vyvážené zařízení spotřebovává méně energie, protože neplýtvá výkonem na vibrace
- Prevence nákladných odstávek: havarijní zastavení výrobní linky může stát stovky tisíc korun denně
- Prodloužení životnosti zařízení 2–3×: bez vibrací nedochází k únavovému poškození kovu
Případová studie: závod na prefabrikované betonové prvky
Zařízení: spalinový ventilátor kotelního agregátu
Problém: zvýšené vibrace, výměna ložisek každé 4 měsíce
Řešení: dynamické vyvažování oběžného kola na místě
Výsledek:
- Úspora elektrické energie: přibližně 7 000 EUR/rok
- Životnost ložisek: prodloužena ze 4 měsíců na 2 roky
- Návratnost investice: 1,5 měsíce
Kompletní výpočet: ekonomický efekt vyvažování s reálnými případy
Profesionální vyvažovací centrum: na čem záleží
Vyvažování není jen technickým postupem, ale odpovědnou prací vyžadující dovednosti a zkušenosti. Svěřením práce profesionálům získáváte záruku kvalitního výsledku.
Doporučení specialistů pro vyvažování
Dodržování těchto doporučení vám pomůže vytěžit z vyvažování maximum a prodloužit provozní životnost vašeho zařízení.
Často kladené otázky
Kdy je třeba vyvažovat rotory?
Vyvažování je nutné vždy, když vzrůstá úroveň vibrací, po každé opravě rotujících částí, po výměně součástí rotoru a rovněž pravidelně v rámci plánované údržby (zpravidla jednou za 1–2 roky u provozně kritických zařízení).
Lze zařízení vyvážit bez demontáže?
Ano. Tato metoda se nazývá vyvažování in situ nebo terénní vyvažování. S přenosnými přístroji může specialista vyvážit rotor přímo na místě instalace, aniž by jej demontoval. Tento postup šetří čas i náklady na demontáž.
Kolik stojí vyvažování?
Cena závisí na hmotnosti rotoru, složitosti zařízení a metodě vyvažování. Orientačně: malé rotory (do 100 kg) — od 150–250 EUR, střední (100–1 000 kg) — od 250–500 EUR, velké (nad 1 000 kg) — od 500 EUR. Minimální objednávka služby na místě je 500 EUR.
Vyvažování a vibrodiagnostika
Přístroje pro vlastní práci i služby našich specialistů